 好色先生污版网站
好色先生污版网站

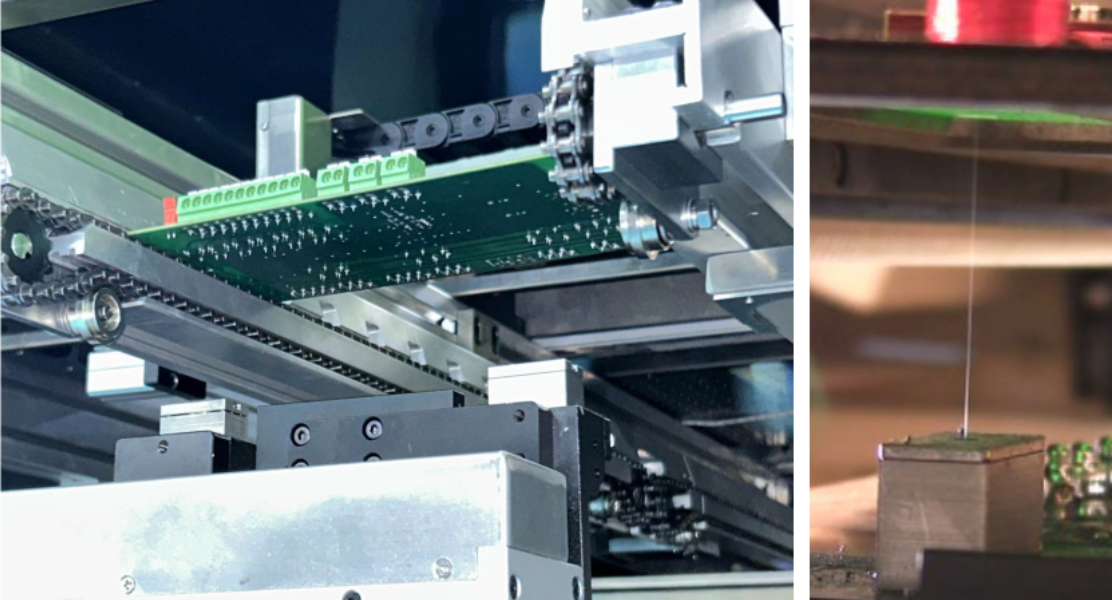
影響選擇性波峰焊焊接質量的四個關鍵因素
2026-06-16 責任編輯:好色网站下载
![]() 9
9
選擇性波峰焊的焊接質量受到多種因素影響。了解這些關鍵因素,有助於企業提升產品良品率。
一、溫度參數設置
焊接溫度是影響焊點質量的首要因素。溫度過低會導致焊錫潤濕不良,出現虛焊;溫度過高則可能燙傷焊盤或損壞器件。通常情況下,選擇性波峰焊的焊接溫度應控製在250℃至280℃之間,具體數值需根據焊錫絲規格和PCB板特性確定。
二、焊接時間控製
焊接時間同樣至關重要。時間過短,焊錫未能充分潤濕;時間過長,可能導致助焊劑揮發殆盡或焊點氧化。一般建議焊接時間控製在2至4秒。
三、助焊劑噴塗量
助焊劑的作用是去除焊盤和器件引腳表麵的氧化層,促進焊錫潤濕。噴塗量不足會導致上錫不良,噴塗過多則會造成板麵殘留。理想的噴塗量應使焊點周邊有薄層助焊劑殘留,但無明顯流動。
四、噴嘴選型與維護
噴嘴口徑決定了焊點的焊接範圍。對於窄間距器件,需要選用小口徑噴嘴;對於大焊點,則需要更換大口徑噴嘴。此外,噴嘴使用一段時間後會產生氧化或堵塞,需定期清理。

熱門動態
-

工業4.0浪潮下,2026年國內選擇性波峰焊廠家權威推薦
2026-06-17
 11
11 -
選擇性波峰焊常見的三大痛點,好色网站下载一招解決
2026-06-16
23 -

選擇性波峰焊怎麽選?這五大參數不能不注意
2026-06-16
24
相關文章
-

自動好色先生污版网站使用環境,你了解嗎
2020-07-02
2205 -
好色网站下载激光好色先生污版网站的特點
2020-07-08
2465 -

一般什麽情況下好色网站下载選擇用點焊的方式焊接?
2020-06-28
2468
